 пн-пт 09.00 - 18.00 (МСК)
пн-пт 09.00 - 18.00 (МСК)

Прослеживание сырья и механизмов для решения задач внутрицеховой логистики и оптимизации производства
Современное производство сталкивается с задачами высокой сложности, при решении которых точное управление логистикой и четкое отслеживание сырья и работы оборудования играют значительную роль в обеспечении эффективности всей цепочки. В эпоху цифровой трансформации заводы ищут способы полностью контролировать и оптимизировать свои процессы, чтобы минимизировать простои, сократить затраты и повысить производительность.
Сегодня тенденции к созданию цифровых двойников и комплексному мониторингу ресурсов становятся новым отраслевым стандартом. Объединение данных о перемещении сырья и работе механизмов на единой платформе позволяет анализировать процессы в режиме реального времени и принимать стратегически выверенные решения для оперативного управления. Среди значимых проектов в этой области — создание цифрового двойника для внутрицеховой логистики и оптимизации двух цехов конвертерного производства на крупном российском металлургическом предприятии, выполненное командами ИT-компаний «Малленом Системс» и «Дата-Центр Автоматика».
Проблемы старого мира: локальная автоматизация против интегрированных решений
Автоматизация в России набирает обороты, в то же время на большинстве российских производств установлены локальные системы, каждая из которых отвечает за отдельную узкоспециализированную задачу и работает автономно. Такая разрозненность ограничивает возможности централизованного сбора и анализа данных, что снижает управляемость и эффективность всей производственной цепочки. Это особенно критично для тяжелой промышленности, где контроль за перемещением сырья и продукции является ключевым условием успешной работы. Тенденция к созданию цифровых двойников позволяет компаниям перейти от разрозненных локальных решений к единой информационной системе, в которой сосредоточены данные обо всех этапах производственного процесса. На основе имеющихся сведений появляется возможность выявлять узкие места, формировать оптимальные графики производства и осуществлять гибкое перепланирование при изменении внешних условий, таких как поломка оборудования, задержка в процессе или вынужденная остановка. Это позволяет уйти от ручного графикования и эффективно управлять производством в режиме реального времени. На металлургических заводах, где годовой объем производства достигает 10 млн т стали, организация внутрицеховой логистики требует максимально точной координации. Здесь ежедневно осуществляется более 1000 перемещений металла и полуфабрикатов, и любые отклонения от графика влекут за собой значительные убытки. Для устранения этих рисков создана система, которая объединяет данные с камер, датчиков, производственных систем на единой платформе и позволяет комплексно контролировать все этапы производства.
Проект по созданию цифрового двойника конвертерного производства
Проект по созданию цифрового двойника цехов металлургического предприятия возник в ответ на необходимость оптимизации производственных процессов и управления логистикой в условиях сложного и высоконагруженного производства. Целью нового решения стало не только повышение загрузки производственных участков, но и постоянная переоценка логистических процессов в течение смены. Чем меньше отклонение реального процесса от нормативного времени обработки плавки, тем меньше нужно тратить ресурсов (в частности, электроэнергии) на производство. Конвертерному производству ежедневно приходится выпускать разные сорта стали, каждая из которых имеет свой процесс и свой рецепт. Ковши с жидким металлом перемещаются по цеху, чтобы в зависимости от сорта изготавливаемого металла нужным образом обработать плавку — довести до нужной температуры, добавить примеси (флюсы и/или ферросплавы) и перемешивать при определенной температуре. Каждый ковш имеет критическую температуру (температуру ликвидуса), ниже которой расплав становится непригодным для дальнейшей разливки. «Замерзшую» сталь необходимо подогревать графитированными электродами. При плотном графике каждый внеплановый догрев вызывает волну опозданий дальше по очереди. Помимо того, что графитированные электроды сами по себе довольно дороги, увеличивается расход электроэнергии, что в совокупности ведет к росту себестоимости конечного продукта. Для решения задачи планирования конвертерного производства был разработан инструмент с «глазами» на основе машинного зрения и «мозгом» на основе современных методов математического моделирования. При помощи видеоаналитики и дополнительных источников информации с RFID-считывателей, крановых весов, информационных систем предприятия и сигналов АСУ ТП осуществляется мониторинг движения сталевозов, стальковшей и кранов в цехе. Данные о местоположении и состоянии механизмов передаются в систему внутрицеховой логистики для дальнейшего анализа и визуализируются на мнемосхеме. Пользователи могут выбрать любую видеокамеру и получить актуальное изображение, в верхней части интерфейса отображается текущий производственный план.
Мониторинг ковшей: глаза, которые никогда не закрываются
Почему в качестве основной технологии отслеживания была выбрана видеоаналитика, а не датчики? Температура стали достигает +1600 °С. В таких условиях датчики, установленные на механизмы, прогорают, заливаются каплями расплава или шлака, размагничиваются. Для видеоаналитики суровые условия металлургического производства также являются вызовом, тем не менее она способна надежно работать и выдавать устойчивый результат. В конвертерном отделении для перемещения сталеразливочных ковшей используются два вида транспорта: сталевозы и краны. Задача мониторинга заключается в слежении за объектами на протяженных участках стальпутей, длина которых может достигать 300 м. Для этого устанавливается несколько видеокамер, которые обеспечивают полное покрытие контрольных зон. Работа системы видеоаналитики начинается с обнаружения на изображении с камеры сталевозов и сталеразливочных ковшей с помощью нейросетевых детекторов. На ковшах дополнительно выполняется детекция номера ковша. Построить траекторию движения каждого сталевоза и ковша в зоне видимости нескольких камер помогает технология межкамерного трекинга. Для преобразования пиксельных координат изображения с камеры в метры задается привязка координат для каждой камеры. Этот процесс выполняется с помощью совместного анализа плана цеха и изображения с камеры, где идентифицируются элементы, положение которых нам известно (например, колонны). Таким образом, обеспечивается точность отображения информации о текущем положении объектов в системе координат цеха. Контролируемый участок просматривается несколькими камерами, и для определения актуального положения объектов используется алгоритм агрегации, который принимает данные от нейронных сетей и мгновенные значения позиций сталевозов, обрабатывает их и выдает информацию о текущем статусе объектов — наличии ковшей на сталевозах и их номерах. Данные в формате JSON отправляются в систему внутрицеховой логистики, что позволяет создать единое представление о состоянии объектов в производственном процессе. В миксерном отделении подобным образом ведется мониторинг чугуновозных ковшей. Системе необходимо определить позиции и номера ковшей на двух железнодорожных путях. Однако ни с одной камеры невозможно одновременно увидеть все ковши, и захваты кранов часто перекрывают обзор. Это создает дополнительные сложности, требующие применения продвинутых алгоритмов анализа данных для эффективного отслеживания и идентификации объектов.
Позиционирование кранов: запатентованная инновация
Сталеразливочные ковши в цехе перемещаются не только наземным транспортом, но и мостовыми кранами. Этот процесс также необходимо контролировать. На каждом кране устанавливаются две видеокамеры: одна — для его позиционирования, вторая — для контроля наличия ковша в захвате. Сигналы с видеокамер передаются по Wi-Fi-мосту во внутреннюю сеть предприятия. В каждом крановом пролете размещены маркеры с уникальными метками. Зная позиции маркеров во внешней системе отсчета и их положение в кадре, можно определить позицию крана. На данный способ позиционирования компания «Малленом Системс» получила патент (патент RU 2770940 C1). Подсистема контроля крановых операций в реальном времени (раз в секунду) передает информацию о текущем местоположении крана в цехе, наличии и типе груза в грузозахватном устройстве.
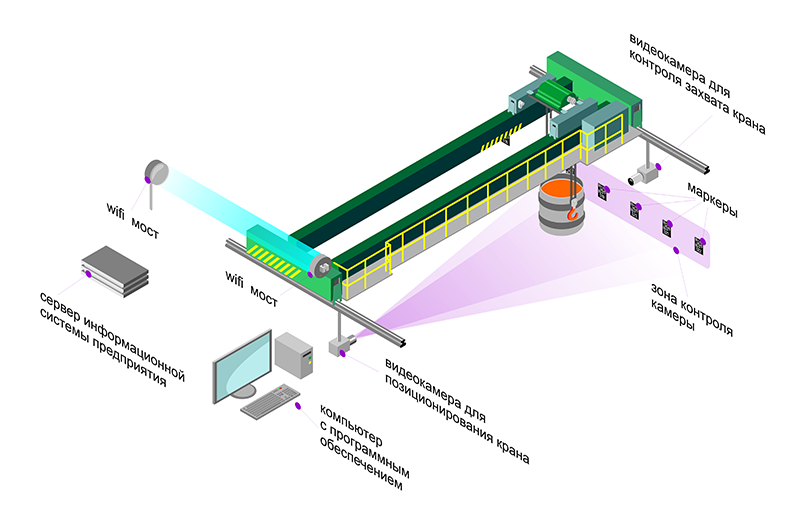
Рис.1: контроль крановых операций
Для обработки информации о захвате и опускании ковшей применяется алгоритм агрегации, который генерирует события с указанием мест установки ковшей на агрегаты, такие как УНРС и места разливки. В своей работе алгоритм использует сложную логику, структурированную с помощью машины состояний. Это особенно актуально в миксерных отделениях, где необходимо учитывать, с какого железнодорожного пути кран забирает ковш и куда его доставляет.
Надежность сервисов видеоаналитики: опора на качество
Надежность систем видеоаналитики является критически важным аспектом для обеспечения эффективного мониторинга и управления процессами в производственной среде. Система мониторинга перемещения стальковшей, чугуновозных ковшей и чугунозаливочных ковшей на основе видеоаналитики функционирует в двух конвертерных цехах, охватывая множество контрольных участков более чем 100 видеокамерами. Управление таким объемом данных представляет собой сложную задачу, требующую внедрения эффективных методов мониторинга работоспособности и обеспечения надежности генерируемых данных. Одной из распространенных проблем является сбой в работе видеокамер, который может возникать из-за вибрации от действующего оборудования или механических повреждений. В результате камера поворачивается или наклоняется. Такие сбои могут привести к некорректному определению положения контролируемых объектов. Решением проблемы стала разработка сервиса контроля оптических схем, который отслеживает, насколько текущий кадр смещен относительно опорного, как он повернут по осям х, y, какой угол вращения.

Рис.2: Сервис мониторинга доступности видеокамер
Если сдвиг невелик, система учитывает его в алгоритмах и компенсирует. Если большой, то отправляет тревожный сигнал ответственным лицам для ручной коррекции положения камеры. Разработан ряд дашбордов, отображающих более 30 показателей здоровья системы и корректности ее функционирования. Настройка автоматической рассылки уведомлений ответственным лицам при возникновении проблем значительно увеличивает скорость реагирования на нештатные ситуации. В результате анализа факторов, влияющих на надежность, было принято решение учитывать альтернативные источники информации в процессе отслеживания объектов. Для ряда контрольных участков используются сигналы автоматизированной системы управления технологическими процессами (АСУ ТП), радиочастотная идентификация (RFID), крановые весы, а также данные о номерах, получаемые из информационных систем предприятия при помощи шины данных Kafka, которые могут быть ненадежными из-за ручного ввода.
Вычислительные ресурсы и видеосервер
На момент сдачи проекта в систему был заведен 461 видеопоток, велась запись для 253 потоков, ретрансляция для 268 потоков. Обработку такого количества данных выполняли шесть серверов видеоаналитики и один сервер инфраструктуры. На каждый сервер видеоаналитики был установлен локальный кроссплатформенный сервис, выполняющий ретрансляцию видеопотоков с IP-видеокамер разным потребителям для отображения на мозаиках, видеостенах, мнемосхемах, а также осуществляющий запись видео. Этот сервис для управления видеонаблюдением получил название «видеосервер». Сейчас он не только используется в рассматриваемом проекте, но и поставляется как отдельный продукт. Его интеграция в различные системы предоставляет широкие возможности для гибкой настройки под конкретные задачи предприятий.
Итоги проекта
Плановый экономический эффект от реализации проекта, по информации от заказчика, составит 100 млн рублей в год. Его достижение возможно за счет сокращения расхода электроэнергии, графитированных электродов и алюминиевой катанки. Экономия ресурсов и материалов достигается за счет сокращения времени выдержки металла в стальковше до 7%. За реализацию данного проекта заказчик получил ряд престижных цифровых премий, таких как RB Digital Awards за лучшие кейсы в области цифровой трансформации в номинации «Производство» и премия «Конкурс цифровых промышленных инноваций STAR 4.0» от Siemens. Результаты проекта стали ярким примером того, как технологии машинного зрения и математического моделирования могут изменить подход к управлению производственными процессами и решить целый комплекс существующих на предприятии задач, объединив разрозненные данные из разных источников на одной платформе. Внедрение цифровых технологий становится не просто актуальным, а необходимым шагом на пути к будущему, в котором металлургия станет более адаптивной, устойчивой и готовой к вызовам времени. Конвертерное производство — лишь часть процесса создания конечного продукта в металлургической отрасли. Разработанное решение может быть успешно применено и на других этапах производственной цепочки, поэтому проект продолжает развиваться.



Анна Орголайнен
Опубликовано в декабре 2024 года в журнале «Control Engineering Россия»